切削加工・プレス加工・NC旋盤加工・板金加工等の金属加工、試作から量産まで! 大阪・東大阪の町工場ネットワークから全国発送いたします!
営業時間:9:00~18:00 (土日祝除く)
株式会社 阪井金属製作所
材料について
| 2021年05月18日 |
|---|

今回のコラムは、一般的に工業で使われる材料と加工の切削性について紹介します。
材料と分類は次になります。
では、種類毎に販売されている材料、用途、切削性について長所短所を交えて紹介します。
各材料を購入する際には、価格推移がありますので注意が必要です。
成分、炭素含有量によって特徴が異なります。
国内では日本金属学会等によって研究、開発が進められています。
| A-1:鋼 | 建設用 |
| A-2:炭素鋼 | 機械設備、部品用 |
| A-3:工具鋼 | 切削工具、高摩耗を求められる部品用 |
| A-4:ステンレス鋼 | 対腐食性が高くサビ等を敬遠する場所や部品用 |
| A-5:鋳鉄 | 鋳造用 |
| 主な材料 | S45C などが多く流通しています。焼入れ材としては、SCM435 などが一般的です。 炭素鋼は錆びに弱く、放置するとすぐに赤錆が発生します。 |
|---|
| 主な用途 | 機械設備、機械部品用に使われます。身近なところでは、包丁にも使われます。 炭素鋼は炭素が含まれますので、熱処理を行うと焼きが入り、鋼を硬くできます。 |
|---|
| 切削性 | S45C は切削性に優れており、加工して部品用に使われます。 SCM435 はモリブデンが配合されており、S45C に比べ鋼の硬度を上げることができます。 焼入れ前の SCM435 の切削性は、モリブデンの影響でイメージでは少し粘りが有り切削性は悪くなります。 ですが、工具鋼やステンレス鋼に比べると悪くは有りません。 焼入れ後の加工は切削ではなく主に研削加工用です。 切削もできますが、硬度が HRC55 以上になると切削材質は CBN(ダイヤモンド結晶構造材料)での加工になります。 素材も硬く摩耗性も高いため、超硬材質の刃物ではすぐに磨り減ってしまいます。 |
|---|
| 主な材料 | SK 材で SKS・SKD・SKH などが主な種類です。熱処理を行うと硬度を上げ、硬さを変えることができます。 成分によって特徴が異なり、ブランド対照表が一般に公開されています。 |
|---|
| 主な用途 | 対摩耗性が求められる部品や治具用に使われます。 SKH はドリルや切削工具、一般的にハイスと呼ばれます。 焼きが入りやすく、溶接すると割れが発生しやすいので注意が必要です。 |
|---|
| 切削性 | 切削性は熱処理前も硬く、対応した工具の使用が求められます。 さらに熱処理後は、切削より研磨や放電での加工が一般的です。 硬度が HRC60位までなら切削工具で削ることが出来るかもしれませんが、表面の粗さや平行度など求められることも多く、その場合は研削加工になります。 |
|---|
| 主な材料 | SUS303や SUS304等が一般的で種類は豊富です。 耐腐食性が高く、非常に錆びにくいです。 |
|---|
| 主な用途 | 建築分野では、キッチンのシンクによく使われます。 高耐久のステンレスは雨風雪に耐える外装にも使われています。 また鉄に比べ硬度が高く、耐久性を求められるものにも広く使われます。 SUS304などオーステナイト系ステンレスは、磁気も帯びにくく磁気を敬遠する場所での部品にも使われます。 SUS420などは磁気を帯び熱処理が出来るものも有り、SUS 材でも注意が必要です。 アクセサリーにも広く使われています。 人によっては金属アレルギーを起こしますので、注意が必要です。 |
|---|
| 切削性 | 難削材と呼ばれ、鉄に比べ硬く熱伝導率が低いです。 そのため切削加工時に発生する熱が逃げにくく、工具の摩耗が激しいです。 イメージとしては粘りが有り、切り粉が刃物に溶着しやすくチッピングしやすい(欠けやすい)です。 |
|---|
| 主な材料 | FC 材等が一般的で、読み方は「ちゅうてつ」です。 鋼に比べて錆が進行しにくく、溶接は困難です。 ねずみ鋳鉄の比重は7.1~7.3前後が一般的です。 |
|---|
| 主な用途 | 主に溶かした鉄などの金属を鋳型に流し込む鋳造で使用します。 炭素を多く含むため融点が低く、鋳型のすみずみまで金属を流し込むことができます。 フライパン等に使われます。 |
|---|
| 切削性 | 材料自体の切削性は、元となる材料より少し硬い程度です。 しかし鋳型を砂型で行った場合、削った切り粉に砂が混じり機械精度が落ちることが有るため、鋳型の切削対応した機種や手順など行う必要が有ります。 また成形された素材の加工を行うため、素材を固定するのにノウハウも必要です。 |
|---|

| 主な材料 | A2017・A5052・A5056などが一般的で、海外では A6061も多く使用されます。 密度は2.7 g/cm3で、金属としては軽量です。 融点は約660 ℃で、銅や鉄などの主要金属の中では低い方です。 |
|---|
| 主な用途 | アルミニウムは金属材料のなかでも軽い金属材料です。 アルミ缶やサッシなどの身近な用品にも多く利用されています。 マグネシウムや銅をまぜたアルミニウム合金はジュラルミンと呼ばれ、A7075などは超々ジュラルミンと呼ばれます。軽量で丈夫なため、飛行機部品などにも多く使われます。 |
|---|
| 切削性 | A5052は柔らかく加工しやすいです。 超々ジュラルミンは切削性が悪くなりますが他の金属に比べると加工性は悪く有りません。 |
|---|
| 主な材料 | C1020・C1100などが多く流通しています。 精錬が容易なため古くから銅鐸(どうたく)、銅鑼(どら)などに使われています。 銅価格は銅建値等の相場の影響を受けやすいので、購入する際は注意が必要です。 |
|---|
| 主な用途 | 電気や熱の伝導性に優れ、電気関連の端子やヒートシンクなどに多く使われます。 銅と亜鉛の合金の真鍮も多く流通しており、銅管等は水道関連にも使われます。 調理器具として、銅鍋(どうなべ)があります。 |
|---|
| 切削性 | 大変柔らかく加工することは容易ですが、柔らかいため切削面の粗さが出にくい素材でも有ります。 真鍮のほうが硬いですが、切り粉が繋がらず切削性はかなり良好です。 |
|---|
| 主な材料 | 強度・軽さともにすぐれた金属材料です。 比重は鉄とアルミの中間で、比較的軽く錆びにくいです。 純チタン1~3種が多く流通しています。 |
|---|
| 主な用途 | 耐食性・耐熱性に優れ、自動車部品や航空機部品などで広く使われます。 また一般的に64チタンと呼ばれる材質は、医療グレードであれば人体に直接触れる部品にも使われます。 身近な製品としてピアス、ネックレス、印鑑、指輪、タンブラー等に使われます。 人によっては金属アレルギーを起こしますので、注意が必要です。 |
|---|
| 切削性 | 切削性は純チタンであればさほど悪く有りませんが、切削面の粗さが出にくい素材です。 64チタンは大変切削性が悪く切削工具の摩耗も早く、また切り粉が切れず絡みつきます。 切り粉が繋がらないような切削を考える必要が有ります。 |
|---|
| 主な材料 | インコネルやパーマロイなどが流通しています。 ニッケル合金は耐熱性に優れ、海水や淡水などの耐食性にも優れているのが特徴です。 |
|---|
| 主な用途 | インコネルは高温下でも強度・耐久性・耐食性に優れ、ロケットエンジン部品や航空機エンジン部品・原子炉部品などに使われます。 パーマロイは壁を作ると、外部の磁気は壁に吸い込まれます。電子顕微鏡の磁気シールドなどの部品に使われます。 身近なところでは、メガネ等にも使われます。 |
|---|
| 切削性 | ニッケルの割合が多くなるほど悪くなります。 切削している途中で切削工具が摩耗して、寸法が出ないことが有ります。 耐熱鋼用の切削工具を使用することが最良ですが、ニッケルの割合が多いインコネルなどは一回の切削距離が短くなり、多くの切削工具を使用します。 |
|---|
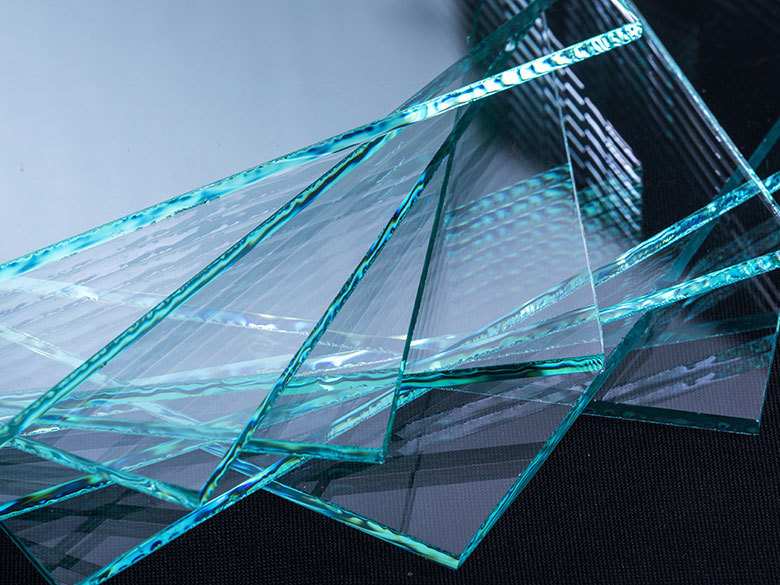
主成分が無機非金属物質から構成される固体の総称です。
| 主な材料 | ガラスやセラミックスなどです。 摩耗性・耐熱性・耐薬品性に優れ、高靭性・高剛性な特徴を持ちます。 ガラスは固体ですが、分子構造を見ると非結晶の液体の構造に近く、固体でもあり液体でもあると言われます。 セラミックスは、ガラスやセメントのような炉の中でつくる製品すべてを指します。 ここで言うセラミックスはファインセラミックスです。アルミナやジルコニアなどが一般的です。 |
|---|
| 主な用途 | ガラスは建材として窓や玄関に使われ、生活用品としてはグラスなど身近なものに多く使われます。 セラミックスは身近なものだと、セラミックスファンヒーターや電柱のガイシ等に使われます。 他の例としてルビー、サファイア、ダイヤモンドなどの宝石、釣竿やテニスラケットのカーボンファイバ、セラミック包丁、ハサミなどにも使われます。 |
|---|
| 切削性 | 切削も出来ますが、一般の切削工具では材料が硬く脆い為に欠けてしまいます。 超音波を使った加工機械であれば、欠けずに加工することが可能です。 |
|---|
炭素を主要元素として酸素、水素、窒素原子などで構成される個体の総称です。
| 主な材料 | ABS、POM などが多く使われ、一般的な材質はプラスチック(樹脂)・ゴム等です。 プラスチックは、金属とは違い素材を採掘するわけではなく、石油から化学合成で作られる為、様々な種類が研究開発されています。 近年には、スーパーエンプラと呼ばれるプラスチックも有ります。 |
|---|
| 主な用途 | 溶かして型に流し込み成形することが、金属に比べ容易です。 プラスチック、ゴム、紙、繊維、油脂、界面活性剤、液晶等様々な分野で使われます。 ABS、POM は熱湯を入れると変化しますが、耐熱性に優れ温度100度を超えても大丈夫なものや鉄と同じ硬度を持つものなどもあります。 PPSU(ポリフェニルスルホン)などは薬品性・難燃性にもすぐれ、医療機器などに使われます。身近なところでは、歯科治療に使われます。 |
|---|
| 切削性 | 一般的なプラスチックは、コーティング(表面処理)をしていない切削工具が有効です。 ハイス材質などで切削工具を鋭利にしたものを使用すると、切削性は良いです。 しかし寸法は計測する温度によって変わってしまい、納入先と計測温度を合わせないと測定寸法が違ってしまいます。またスーパーエンプラになると、切削性は変わります。 カーボンなどが配合され強化されたものは、切削工具に注意が必要です。 カーボンが入っている為切削工具に溶着しやすく、切削工具に DLC コーティング(表面処理)したものが効果的です。 |
|---|
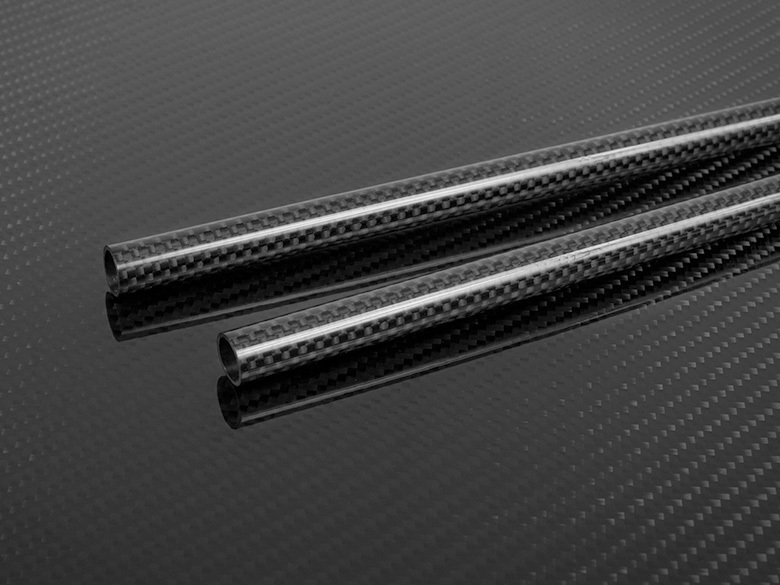
プラスチック(樹脂)を基礎素材とし、軽量で繊維強化をしたプラスチックです。
強度や弾性が高く、耐熱性・耐衝撃性・耐水性・耐薬品性・電気絶縁性に優れます。
コスト、リサイクルに関する問題が欠点です。
| 主な材料 | プラスチック(樹脂)にボロン・タングステン・アルミナ・炭化ケイ素などを繊維状に複合した材料を指します。FRP 材と呼ばれております。 |
|---|
| 主な用途 | ボロン繊維強化プラスチックは,ゴルフのシャフトに使われます。 |
|---|
| 切削性 | 繊維強化した材質が入っており、切削性はかなり悪いです。 ガラス繊維が入っているものはダイヤモンド工具が有効です。 加工にも注意が必要で、切削を行うとガラス繊維が飛び散り吸い込むと人体に有害な為、専用の設備が必要です。 |
|---|
今回紹介したのは、代表的な材質になります。
この他に近年では、3D プリンタ用の材料も研究開発が進んでおり、新たに分類されるでしょう。
金属加工のさまざまな悩みや問題を解決

私達は愛と誠実のモノづくりサポーターです
阪井金属製作所ではご用途に応じてさまざまな金属加工提案を行い、経験豊富なスタッフがお客様に寄り添いながらモノづくりでのお悩みやお困り事を解決いたします。
金属加工から試作、デザイン、設計、製作(組み立て)まで幅広く対応。海外調達でのコストダウンや100社以上と連携する町工場ネットワークによる業務の効率化の提案など、金属加工でのお悩み事をご相談いただけます。
また、日本のモノづくりを守っていくためにも、モノづくり企業の業績回復や事業承継などのアドバイスも行っています。事業でお悩みがある方は、ぜひ一度ご相談ください。